
1. Introduction
The process of Nitriding is not a new process. It is simply a process that is not well understood in general engineering terms and practice. The process is a mature process and has been used since its first applications back in 1908 after it was initially patented by Adolph Machlet of Elizabeth New Jersey. Machlet initially applied the process to cast irons and plain carbon steels with some good success.

Fig. 1 - Surface treatments

Fig. 2 - Thermal Surface treatment categorization
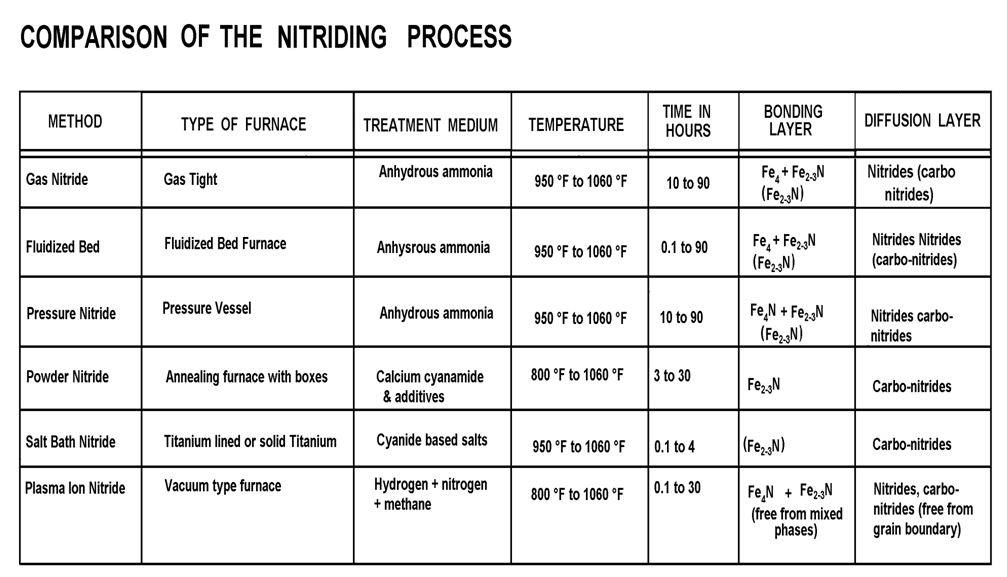
Fig. 3 - Comparison of Nitride Process procedures
There was also knowledge available for the development of plasma. It was also known that there are at least two natural plasma phenomena’s:
- The Northern Lights
- Lightning
That knowledge was known in the mid 1800’s. However it was two German physicists that developed the plasma generation as was applied to the process of nitriding named Wenheldt and Berghaus. They successfully applied the technology of plasma generation to decompose elemental gases such as nitrogen from its molecular form to its atomic form. The electrical current application was known as CONTINUOUS DC CURRENT. This meant that the electrical power had to be on all of the process cycle time until the completion of the plasma process.
They found that the generated plasma was difficult to control and keep the plasma stable. As a result, burning of sharp corners occurred and a great deal of overheating and burning.
Gas nitriding seemed to dominate the process scene until the nitriding by molten salts was discovered using cyanide based salt.
Because one was (or is) using a fixed gas/fixed salt chemistry, the resulting surface metallurgy was always constant. Therefore it can be said ‘fixed gas chemistry = fixed surface metallurgy. Variable gas chemistry = variable surface metallurgy. This is the great advantage of plasma nitriding (be it continuous DC Power or variable DC power.
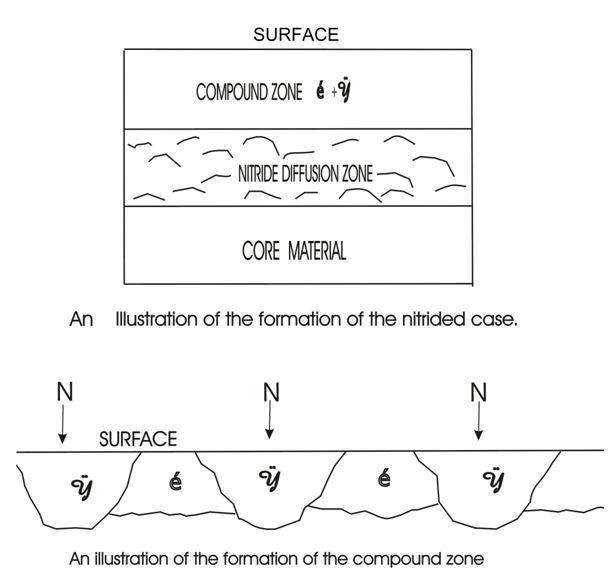
Fig. 4 - Formation of the surface compound zone
This simply means that the metallurgical technician can create the surface metallurgy that best suites the part application.
The surface metallurgy can be created as;
- With no compound layer (White layer)
- With a mixed phase compound layer
- With a compound layer that is dominantly a gamma prime compound layer.
- With a compound layer that is dominantly an epsilon compound layer.
Another common misunderstanding regarding the process of nitriding is that it requires special alloying elements in the steel to form nitrides. While that statement is true and the alloying elements are;
- Aluminum
- Chromium
- Molybdenum
- Vanadium
- Titanium
- Silicon
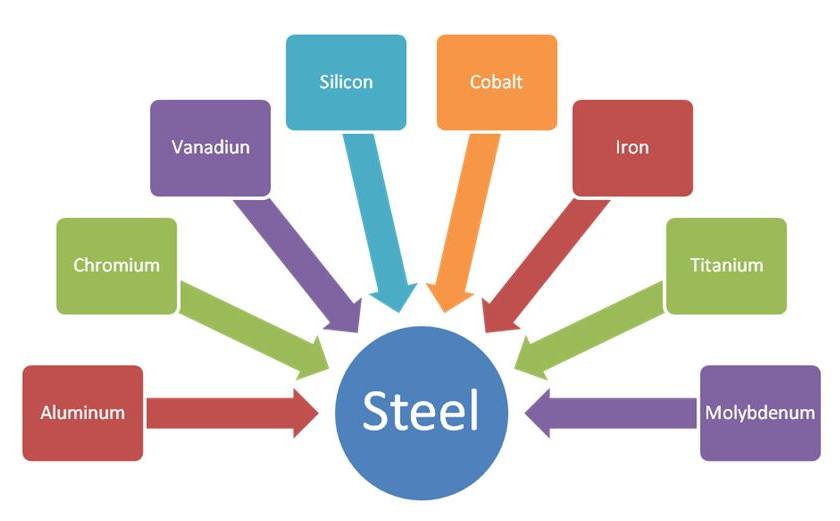
Fig. 5 - Nitride forming elements in steel
The one element that is present in steel and cast iron is iron itself. Iron is a strong nitride former. The iron will react strongly with nitrogen to form iron nitride. The iron nitrides in themselves are not very hard however; the formed iron nitrides will afford the steel excellent corrosion resistance.
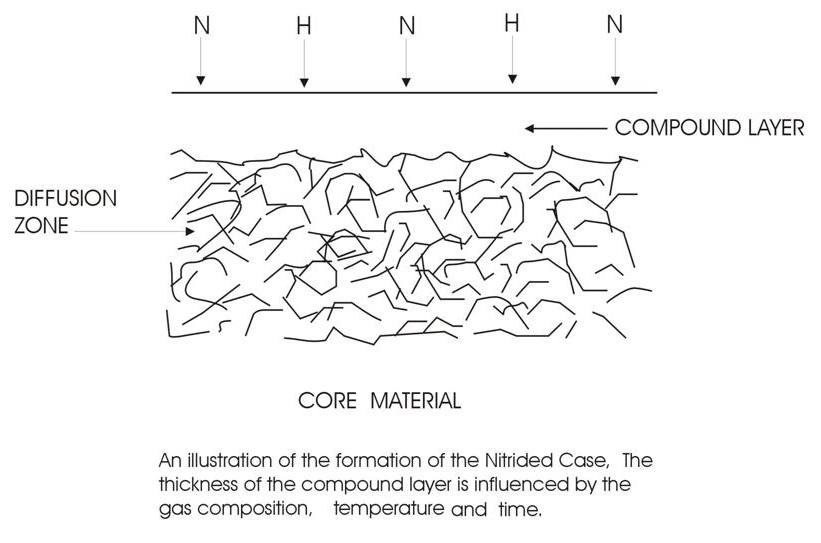
Fig. 6 - The formation of the surface nitrided case
2. Nitriding versus other surface treatment process
2.1 Flame hardening
The flame hardening process technique is a thermal process which means the steel being treated will be ‘thermally shocked’ by a direct flame onto the steel surface in order to raise the surface temperature up to an elevated temperature so that the surface of the steel will transform to the austenite phase and then be rapidly cooled down to transform into surface martensite. There is the risk of the steel cracking on the surface due to the;
- Thermal shock
- Depth of formed case
- Possible cracking due to slowness of tempering
- Compressive stress due to the martensitic formation
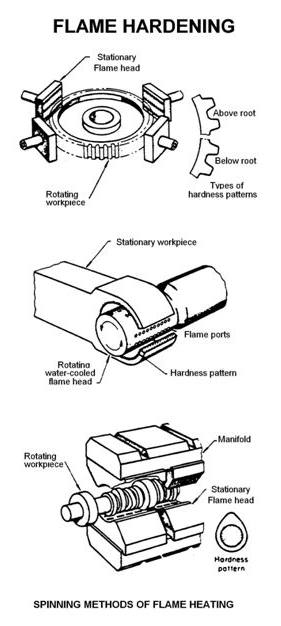
Fig. 7 - Flame hardening using controlled oxy-acetylene flame
2.2 Induction heat treatment
The formed case will be determined by the selection of electrical frequency. The steel surface will be more subjective to thermal shock than with the process of flame hardening due to electrical power being almost instantaneous. In order to form a hard surface with induction heat treatment one will require;
- The steel to have sufficient carbon to form martensite
- The steel surface to be raised to an appropriate surface temperature as the steel surface will transform into austenite
- To have an appropriate rapid cooling system to cool the austenitized steel surface quickly enough to transform the austenite surface into martensite.
Once again the steel surface will be at risk for cracking due to:
- Thermal shock
- Depth of formed case
- Possible cracking due to slowness of tempering
- Compressive stress due to the martensitic formation
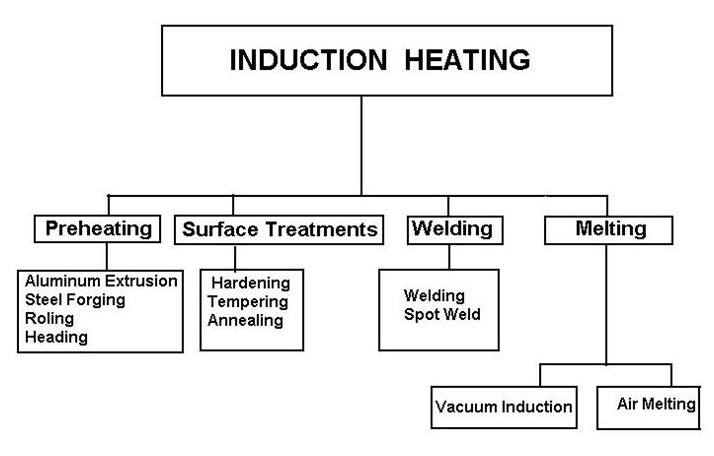
Fig. 8 - Categorization of induction heating methods and their applications

Fig. 9 - Induction heating of a solid shaft and quenching with water
2.3 Carburizing
Carburizing is perhaps the oldest known method of surface treatment and has been available to us for many, many years. Carburizing has been conducted by the following methods;
- Pack Carburizing using carbon rich compounds
- Liquid Carburizing suing cyanide based compounds
- Atmosphere Carburizing using controlled hydrocarbon process gases
- Low Pressure Carburizing using sub atmospheric processing conditions
- Plasma carburizing using low pressure and plasma generated conditions.
Each of the above methods of carburizing has one process requirement in order to effect the diffusion of carbon into the steel surface which is that of an elevated temperature.
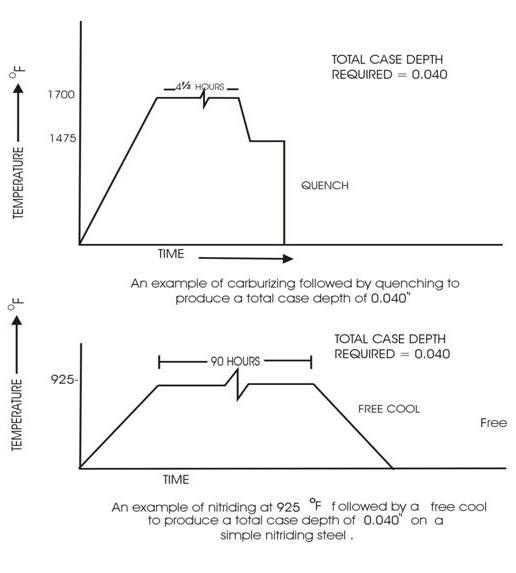
Fig. 10 - Comparison of process time, at process temperature, between carburizing and gaseos ntiriding
Carburizing is time/temperature process. The higher the selected process temperature, the faster the diffusion of carbon into the steel surface. Therefore the following formula applies (as it does with the process of nitriding);
- Total Case Depth = √time x f (temperature factor)
This is known as a simplified formula developed by F.E.Harris in the late 1930’s /early 1940’s. (The original formula is a great deal more complex than the simplified version)
Because of the use of high temperatures for the carburizing procedure (chosen simply for process economics) it is necessary for the treated steel to be at an elevated temperature for an extended period of time (depending on the total case depth requirement). This extended time at temperature will cause;
- Grain Growth
- Intergranular oxidation (with exception of the low pressure carburizing and plasma carburizing )
- Potential for surface cracking to occur resulting from the Intergranular oxidation that can occur
- Distortion occurring as a result of induced machining stresses on the ramp up the carburizing temperature
- Growth and possible distortion by the inducement of surface carbon
- Potential distortion as a result of the release of induced residual stress from prior forging
- Potential distortion as a result of the martensitic transformation resulting from quenching
- There is a mandatory requirement to temper after the surface case has been transformed into fresh martensite, even if the steel is carburized, and hardened by quenching

Fig. 11 - Pit carburizing furnace. Picture by Elterma
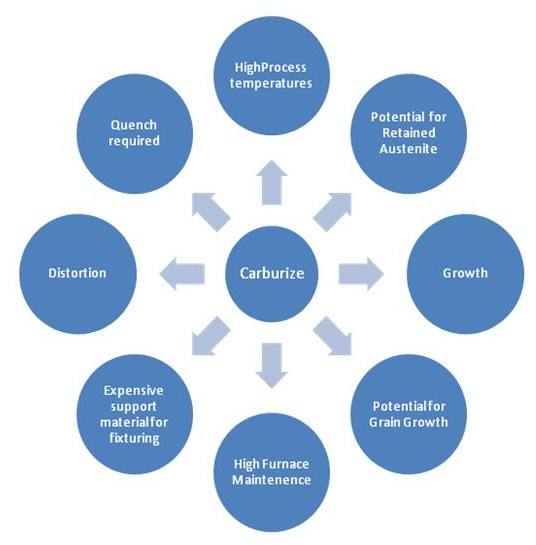
Fig. 12 - Disadvantages of carburizing
2.4 Carbo-nitriding
Engineers tend to consider the process of carbo-nitriding for low alloy steels because of the ability of the resulting metallurgy to produce hard case formations.
This is not the real reason for the use of ammonia to form some nitrides in the surface of the steel. The real reason is to reduce the A3 (upper critical line), which in turn will reduce the case austenitizing temperature and thus reduce the risk of distortion by reducing the ∆? of the steel temperature down to the quench medium temperature.
- Grain Growth
- Intergranular oxidation
- Potential for surface cracking to occur resulting from the Intergranular oxidation that can occur
- Distortion occurring as a result of induced machining stresses on the ramp up the carburizing temperature
- Growth and possible distortion by the inducement of surface carbon,
- Potential distortion as a result of the release of induced residual stress from prior forging
- Potential distortion as a result of the martensitic transformation resulting from quenching
- There is a mandatory requirement to temper after the surface case has been transformed into fresh martensite, even if the steel is carburized, and hardened by quenching
2.5 Salt bath nitriding
Salt bath nitridng is old technology and it also fraught with;
- Safety issues of burn and inhalation potential
- Shallow case depths
- Daily titration tests to ensure uniformity of the salt bath content
- Effluent disposal of the used salt can be costly
- Washing of the parts after salt bath nitriding
- Oiling after washing to remove any residual surface water from the wash procedure
- Salt bath nitriding will create surface porosity which will allow residual surface contact salt to lodge in the surface pores, thus making the post cleaning of the salt bath treated components mandatory and sometimes not always fully cleaned
- Residual salts on the steel surface (or in the steel surface pores) can be hazardous to health by personal handling and personal contact
2.6 Gaseous nitriding
Gaseous nitriding was the first nitriding procedure to be utilized by engineering in 1908. It is a tried and tested process and has been used successfully for many years. The resulting metallurgy is and well known by academics and practitioners alike. The simplicity of the gas decomposition can become its own enemy.
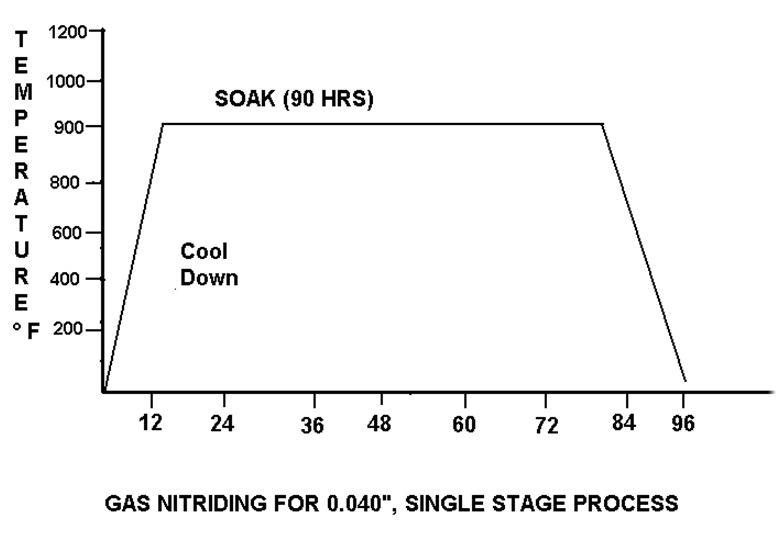
Fig. 13 - Single Stage gas nitriding process for the diffusion of 1mm case depth on plain carbon steel. (0.040”)
The decomposition of the gaseous anhydrous ammonia (source for nitrogen) is as follows;
2NH₃ ⇄ 2N + 3H₂
It can be seen that the procedure is reliant on fixed gas chemistry and will produce a fixed surface metallurgy each time, all the time. In addition to this, the surface phase metallurgy will be approximately 50% Gamma Prime phase and 50% Epsilon phase. However the carbon content of the steel will contribute to the percentage phase formation. The more carbon that is present in the steel, the greater the Epsilon phase formation will be. The Epsilon phase is a very hard brittle layer that will withstand wear resistance but does not perform well under impact conditions.
In addition, the surface metallurgy has a strong tendency to be porous. This will of course be dependent also on the chemistry of the steel being treated.
As a direct result of the process, the surface metallurgy will form into the following layer. This is known as the formed case. The formed case comprises of three group areas;
- The surface compound layer formed with the two phases of the Gamma Prime Phase and mixed with the Epsilon phase
- The Diffusion zone, which is where the stable nitrides are formed, with the interaction of the alloying elements and the diffused nitrogen.
- The Transition zone, which is the area of diluted nitrogen and stable nitrides blends with the core composition of the steel being nitrided.
The carbon content of the steel will determine how the surface compound zone will form. High carbon steels will produce the very hard brittle phase of Epsilon which has excellent wear characteristics, but it has no impact strength. On the other hand, low carbon steels will tend to produce more of the Gamma Prime phase, which has excellent impact strength, but not good wear characteristics. The hardness of the surface is generally lower then if the Epsilon phase was the dominant phase.
The compound zone will form approximately 10% of the total formed case which is from the surface through to the core hardness (through the transition zone). In addition, there will be a growth factor of approximately 10% of the total formed case.
Contrary to popular belief, there will be growth occurring of the component steel during the process. In addition, if the steel has not been appropriately pre-thermally stress relieved, any residual stress present in the steel as a result of machining, will be relieved during the nitriding process, thus creating distortion.
The occurrence and amount of distortion that will occur will be dependent on;
- The method and aggressiveness of prior machining practice
- The depth of the total formed case
- The thickness of the compound layer.
It is a very simple fact that distortion will occur, however it can be controlled to some degree, by;
- Careful material selection
- Careful machining practice
- Intermediate stress relieving operation before final machining
- Careful process control of the gas nitride procedure. The degree of control will be dependent on how well the heat treater wants to control to process in terms of the economics of the process end cost
There is a ‘not so apparent’ advantage of the nitriding process (across the board of the various methods of nitriding), and the advantages are;
- Decomposition of any remaining residual austenite during the process, which will lead to better dimensional stability.
- The process is (in reality) another tempering operation (albeit a long tempering cycle)
A significant disadvantage of the gas nitriding process is the large consumption of ammonia process gas. The reason for this is that the process gas needs to fill the process chamber and to continue to replenish the exhausted process gas.
Another disadvantage of the gaseous nitride procedure is the long process time. It should be remembered that the process is a ’time and temperature’ diffusion process. The process diffusion is still governed by the simple Harris formula;
- Case Depth = √txf (f = factor which is time determined)
For example, for a case depth of say 0.040” (1 mm) (total case) the estimated cycle time would be approximately 90 hours.
The question then needs to be asked, do I really need 0.040” (1 mm) of case depth. The obvious answer should be no!! Therefore if one can reduce the case depth requirement, then the following benefits occur;
- Shorter cycle time
- Less ammonia gas consumption
- A more economical process cost
- Thinner compound zone (white layer)
- Less growth
The secret of any nitriding process is of course the pre-heat treatment for the core hardness to support the formed nitride case.
However, there are two ways to control the thickness of the compound layer (white layer);
- By controlling the nitrogen potential. That is, by a careful study of the steel composition and adding a precisely dilutant gas to the primary gas flows which will either enrich or dilute the nitrogen availability to the steel surface,
- The Floe method of reducing the compound layer (white layer). That is, a normal gas nitride procedure for 1/3 of the process cycle at a process temperature of approximately 925℉ and a 30% gas dissociation (that is non soluble nitrogen). This would be followed by the remaining 2/3 of the cycle at an elevated temperature of approximately 975℉ and a low gas dissociation. However, the compound layer will still be there, albeit a thinner compound layer.
2.7 Plasma Nitriding
The plasma nitriding process is not a new process, contrary to popular belief. It is a process that has been practiced since 1932 by Drs. Wenheldt and Berghaus in Germany. Plasma occurs naturally when we see the lightening in a thunderstorm, when we see the northern lights. It also can be seen in the form of a fluorescent light which is pure plasma. The color of the light is determined by the choice of gas in the fluorescent light tube.
Early plasma nitride systems were difficult to control precisely and to sustain a uniform plasma condition within the process retort. This was simply due to the fact that the plasma was generated by a continuous DC voltage. This situation persisted until approximately 1978 when three German physicists and metallurgists came together. They developed the system which we now know as Pulsed Plasma Nitriding. This was simply turning the DC power on and off at pre-determined intervals. The time on and off was principally determined by the part geometry, process pressure, pulse voltage and power and process gas composition.
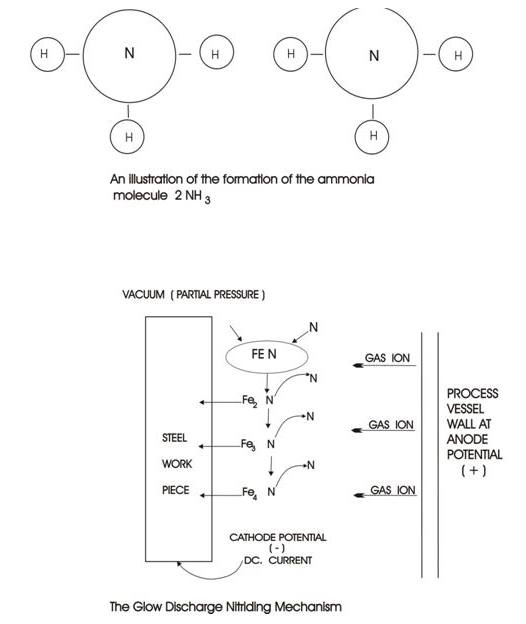
Fig. 14 - Schematic of the steel surface reactions during the process cycle - plasma nitriding
The advantages of the Pulsed Plasma Nitride system are;
- Shorter cycle times for same depth process cycle times for gas nitriding. This is simply because the gas decomposition is not thermally controlled as is with gas nitriding, which take some time for the occurrence of the decomposition of ammonia to it’s elemental parts. Plasma nitriding is almost instantaneous because of the ionic decomposition of nitrogen by an electrical charge.
- The finished surface of the work piece is denser than with gaseous nitriding, simply because of the ionic surface bombardment of the process gases. With gaseous nitriding, the there tends to be a thermal surface reaction, leading to surface porosity.
- The gas consumption in the Pulsed Plasma Nitride process is considerably less, due to the fact that you are only using the nitrogen for the surface process at the steel surface. With gaseous nitriding, it is necessary to flood the whole of the process retort with ammonia and it will require approximately 4 to 6 volume changes per hour. A simple rule of thumb for the volume of process gas is; for every 100 square feet of surface area with gaseous nitriding, the process consume approximately 50³ feet of ammonia per hour. With Pulsed Plasma nitriding, the volumetric consumption of nitrogen and hydrogen per hour is approximately 1³ foot per hour of nitrogen and hydrogen per 50² feet. This simply is because the process is consuming only that volume of nitrogen that is necessary for the process and not to fill up the process chamber as is with gas nitriding.
- The surface metallurgy is almost infinitely controllable simply because one will use only that ratio of nitrogen to hydrogen (dilutant and sputter clean gas) that is necessary for the required surface metallurgy.
- The process is environmentally clean and acceptable to the authorities, as the exhaust gases do not require combustion systems to burn off the exhaust. Nitrogen is environmentally friendly and the volume of exhaust hydrogen is insufficient to cause combustion.
- There are no obnoxious smells, such as an ammonia smell. Thus the system can be located in a complete manufacturing location without causing any offence to the associates in the immediate location.
- Although the cost of investment of the equipment is considerably more capital intensive than with gaseous nitride systems (including the dilution method), once amortization is complete, the operating costs are considerably less than with gaseous nitriding by a significant margin.
- The functionality of the equipment is simple; therefore the maintenance is relatively low.
- The surface compound layer is controllable; Variable gas chemistry = variable surface metallurgy. This means that one can create a dominantly epsilon phase compound zone, or a dominantly gamma prime compound zone, or no compound zone. This is accomplished by the manipulation of the nitrogen/hydrogen process gas ratio’s and where necessary (low alloy steels) one can add a hydrocarbon gas to create the dominantly epsilon surface compound layer.
- One can nitride all steels, including the low carbon non alloy steels up to 700HVN by simply creating high nitrogen to hydrogen ratios.
- Cast irons are easily and successfully nitrided by the pulsed plasma nitride system.
- The associate skill level is not the high level that was previously required with the continuous DC system and trying to control the gas ratios of nitrogen to hydrogen by the micrometer needle valve system.
- The major disadvantage to any user or investor is the high capital investment necessary. However, once the amortization of the investment is complete the operating costs are extremely low.
- The process is accomplished under low pressure conditions, thus reducing the risk of any oxygen ingress that could cause surface oxidation to occur. Generally one cannot open the furnace until the process chamber temperature (and part temperature) is below 300℉.
It should be noted that nitriding is a growth procedure industry that offers many metallurgical benefits to both the user and the application. It is:
- A low temperature process
- Very little distortion. The distortion that occurs is usually growth. If shape distortion occurs, then it is usually as a direct result of pre- induced residual machining stresses.
- Corrosion resistance improvement
- Economical in terms or consumable process gases
- Uses on the process gases for the process and it is not necessary to fill the whole process vessel with gas. One only uses the gases to activate the plasma glow seam
- Pre-cleaning by sputter cleaning. Can be likened to atomic shot blasting
- Plasma nitriding allows the user to create the appropriate surface metallurgy that best suites the part application
- The advent of the Pulsed Plasma Nitride process technique reduces (by a considerable margin) the risk of arc discharge as is so prevalent with continuous DC plasma systems
Prepared by: Mr. David Pye, Pye Metallurgical International Consulting
Newport News, Virginia 23602, USAWebsite: www.heat-treatment-metallurgy.com
E-mail at: