Ion/Plasma Nitriding is a diffusion process in which nitrogen is introduced into the crystal structure of the material and increases the hardness, wear resistance and fatigue life of the tools and parts.
Okay, but what exactly does this mean?

To explain the concept we will use an example of gears, made out of steel, and look into them. Steels are made of iron and a small amount of carbon. Alloying elements such as chromium, manganese, silicon, molybdenum, nickel and others are usually added in order to increase the properties of the steels - like strength, durability, machineability, corrosion resistance and so on. The gears that we will look into, are made of steel grade AISI 4142 and they have some of the mentioned alloying elements.
 alloy elements")
In steels, atoms are packed together closely, arranged in grid-like structures called crystal structures. We will look at the crystal structure in 2D for simplicity.

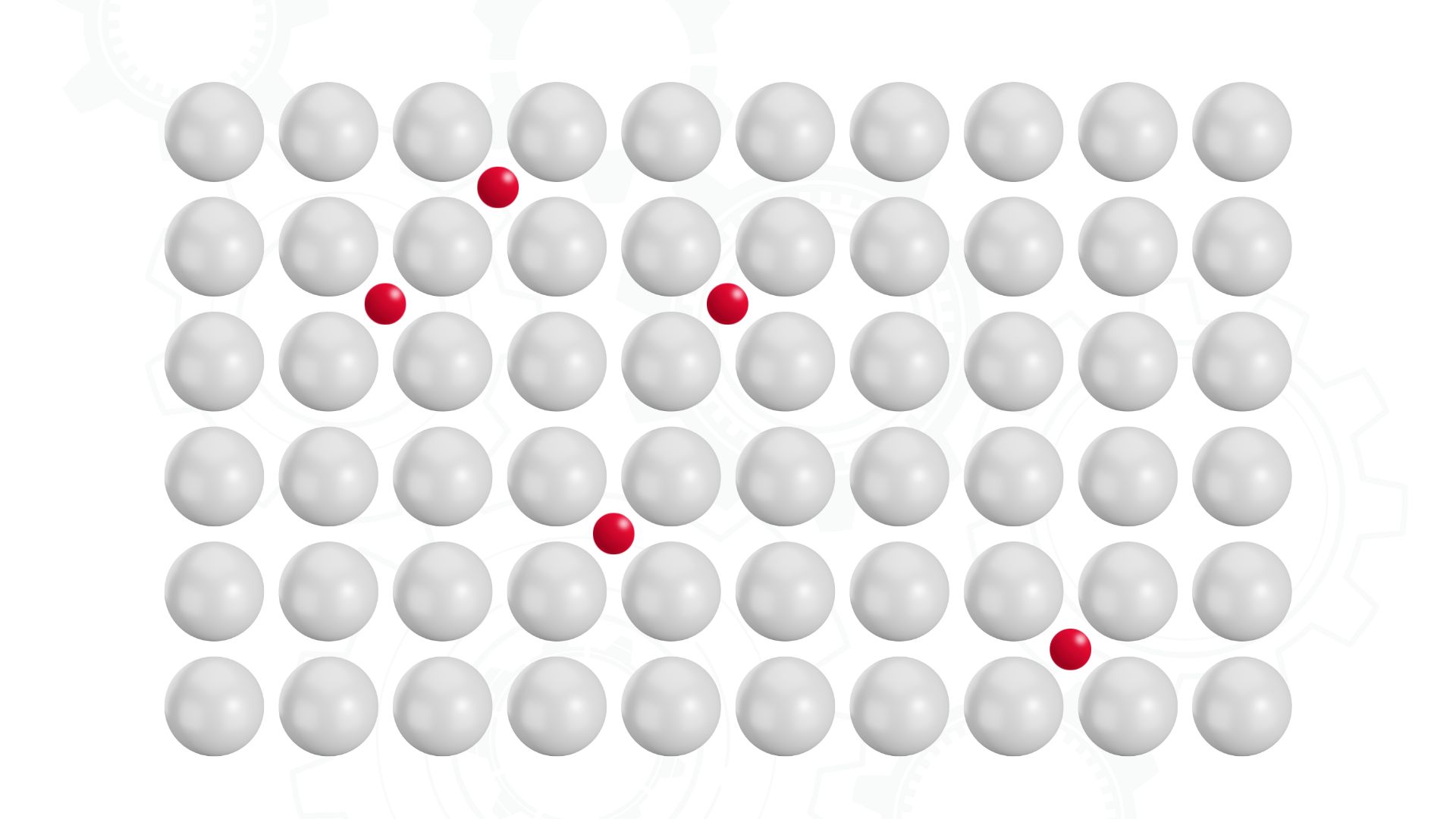
There are two ways that atoms of the alloying elements can be part of the crystal structure of the steel. The first one is substitutional - the atoms of the alloying elements are similar in size as those of the primary metal, they replace when atoms that make up the crystal structure. And the second is interstitial. It is when the atoms of the alloying element are much smaller than the atoms of the primary metal, then they are in between the atoms of the primary metal. In the interstices. In this case these are the carbon atoms that are much smaller in diameter.
Nitriding is a diffusion process of nitrogen into the steel grade. Nitrogen atoms, similar to the carbon atoms, are smaller compared to the base metal atoms, so they diffuse into the steel through the interstices. By doing so they are distorting the crystal structure of the material - a local positive defect that increases the hardness. This is how a cross-section of a nitrided steel and the layer look like in most cases.

The White Layer - it is the topmost and the hardest part of all the nitrided layer.
It is just a few microns of mainly iron-nitrides, and increases the surface hardness, reduces abrasive and adhesive wear, increases the corrosion resistance, and reduces the friction coefficient of the parts.
The Diffusion Zone - depending on the steel grade and the process parameters this zone can range between 10 and 800 microns or more of depth. Nitrogen is inside the crystal structure making strong bonds with iron and some of the alloy elements. This zone adds support to the surface for sustaining higher application loads and has high hardness and high fatigue strength, increasing greatly the life cycle of nitrided parts.
The transition zone between diffusion zone and the core material - it is similar to the diffusion zone, but with a lot less nitrogen reaching these depths of the material.
The Core - below the layer there is the core material which remains as before nitriding. This is very important because maintaining the core, the material remains ductile, but with enhanced hardness at the working surfaces.
Let us return to our gear example and see how the nitrided layer will look like when we make a cross-section of the gear.

Some steel grades are more suitable for plasma nitriding than others and therefore will achieve better results. This is due to the alloying elements present in the steel. Some elements are better nitride formers, however too many alloying elements might mean lower diffusion depth in the end, so a balance must be maintained. In the case of nitriding stainless steels, for example, the high percentage of chromium in the steel contributes for the high surface hardness but also stands in the way of nitrogen diffusion in depth.
There are two ways to determine the nitrided layer or the case depth.
Total case depth and effective case depth. Both are done by measuring the hardness in depth using most often the Vickers method, measuring from the surface towards the core. The percentage of diffused nitrogen will fall and so we will get a lower hardness.
The total case depth is measured at 50 HV on top of the core hardness. Then, when measuring from the surface towards the core the place where we reach that value is the place we say we have the total case depth. This is the place where the diffusion zone ends.
The effective case depth, on the other hand, is given as standard hardness values for different steels at which the layer is fixed to end. In our case of AISI 4142, for example, the value is 395 HV of hardness.
 |
| Fig. 3 - Example of depth values for a standard Ion Nitriding process for steel grade 42CrMo4 (AISI 4142). |
Ion nitriding is very suitable for enhancing the surface properties of various steel components, used in Industries such as Automotive, Aerospace, Tooling and Manufacturing where increased hardness, wear resistance and fatigue life are crucial for performance and longevity.
Be sure to check our video for a visual explanation:
 English (United Kingdom)
English (United Kingdom)  Русский (Россия)
Русский (Россия)  Български (България)
Български (България)  Español (España)
Español (España)